| [главная] [история] [отделы и работы] [датчики] | ||
Автоматические профилировочно-штамповочные линии |
|
Детали гнутого профиля находят широкое применение помимо автомобилестроения во многих отраслях промышленности - строительной индустрии, электротехнике, производстве товаров народного потребления. В автомобилестроении используется более 350 различных типоразмеров профилей (рис. 1), большая часть которых производится непосредственно на профилегибочных линиях автомобильных заводов и около 100 наименований поставляет металлургическая промышленность. Более 80% деталей кузова автомобиля выполнено из листового материала, который получают или методом холодной штамповки на прессах, или профилированием. Профилирование имеет следующие преимущества перед холодной листовой штамповкой: |
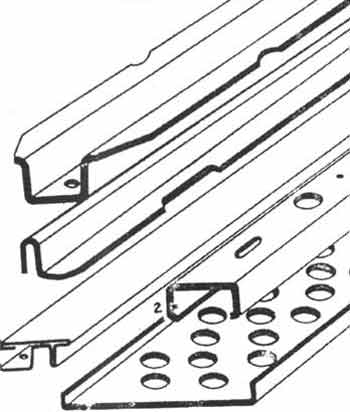
Рис.1. Типы деталей гнутого профиля. |
|
Созданные в настоящее время в ОАО "НИИТавтопром" комплексные автоматические профилировочно-штамповочные линии (АПШЛ) позволяют получить готовые детали непосредственно из металлической ленты, включая гибку из нее профиля и выполнение разделительных и формообразующих операций в непрерывно движущемся профиле. Такие липни на протяжении нескольких лет успешно эксплуатируются на Запорожском и Горьковском автозаводах. При производстве деталей типа салазок сиденья автомобиля на каждой из линий экономия металла достигает 100-150 т, электроэнергии - 650-1000 тыс. кВт/ч, высвобождается 120-150 м2 производственной площади. В состав АПШЛ (рис. 2) входят: рулоноразматыватель У, правильная машина2, ножницы 3, установка для сварки стыков ленты 4, пресс 5 для выполнения подготовительных операций в ленте, валковая подача б, стан профилегибочный 7, прессы 8, 10 для выполнения доделочных операций в профиле, вспомогательные толкающие валики 9. |
||||||||||||||||||||||||||||||||||

Рис.2. Состав оборудования АПШЛ |
||||||||||||||||||||||||||||||||||
Технические характеристики
|
|
|
Создание и поддержка сайта: DEFI |